Brochures about: THERMAL OXIDIZERS

Combustion Training
Combustion Training Any Industry, Any Equipment, Anywhere in the World
Read More >>>
North American Shale Market Products and Solutions
Zeeco offers a wide variety of products and solutions for the North American Shale market designed..
Read More >>>
Products & Solutions Sheet
Zeeco engineers, designs, and manufactures advanced combustion and environmental solutions for..
Read More >>>
Propane Dehydrogenation (PDH) Air Heaters
PDH regeneration air heaters must operate reliably through extreme gas velocities, high heat..
Read More >>>
Sulfur Recovery Unit: Combustion Equipment
The Sulfur Recovery Unit (SRU) is often referred to as the Claus Process. This process recovers..
Read More >>>
Direct Fired Air Heater
As a worldwide leader in combustion system solutions, Zeeco is the company to trust for your Direct..
Read More >>>
Halogenated Hydrocarbon Thermal Oxidizer
Halogen-based wastes are an unavoidable reality of the petrochemical and plastics industries. You..
Read More >>>
Nitrogen Bearing Waste: Thermal Oxidizers
Zeeco is the world leader in ultra low-NOx combustion solutions. For decades, our engineers have..
Read More >>>
Packaged Thermal Oxidizers: Gas Processing Applications
Zeeco designs and delivers the most reliable and efficient combustion and environmental solutions..
Read More >>>
Carbon Monoxide (CO) Boiler Thermal Oxidizer
As a worldwide leader in thermal oxidizer solutions, Zeeco is the company to trust for your CO..
Read More >>>
Gas Processing Applications: Thermal Oxidizers
Zeeco is a world leader in thermal oxidizer solutions. For decades, our engineers have..
Read More >>>
Downfired Salt Thermal Oxidizer
As the global authority in thermal oxidizer solutions, Zeeco is the company to trust for Downfired..
Read More >>>
Sulfur Recovery Unit: Thermal Oxidizer
Thermally treating waste matter is a primary method for disposing hazardous and non-hazardous..
Read More >>>
Turnkey Solutions and Modularized Systems
Whether you’re increasing the capacity of a plant to comply with new regulations, capitalizing on..
Read More >>>
ProFlame+ SRU Flame Scanner
Recovering elemental sulfur, typically through the Claus Process, is a process Zeeco understands...
Read More >>>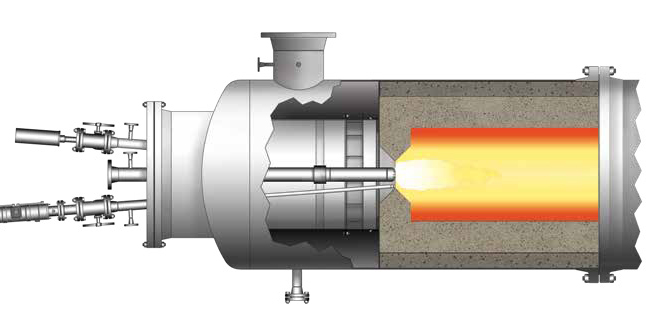
HVW™ HIGH-INTENSITY BURNER HVW Series
The ZEECO® HVW High-Intensity burner is designed to burn acid or toxic gases.
Read More >>>